
Precision Machining
精密切削加工
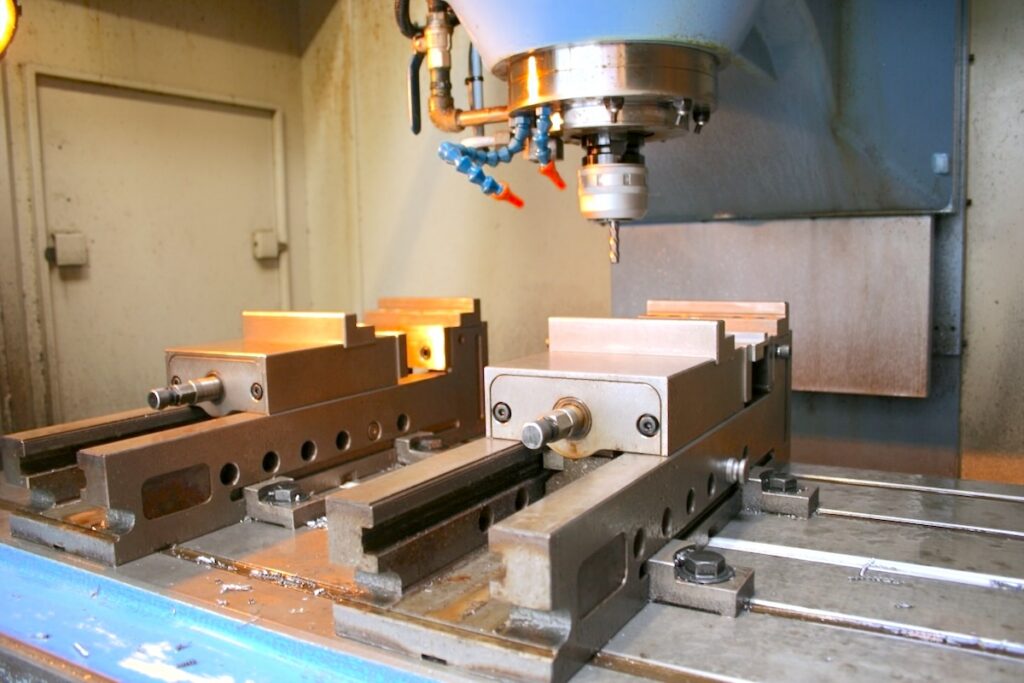
切削加工とは
切削加工は、フライス盤や旋盤などの工作機械に刃物(ツール)を取り付け、
その回転によって素材を削り出し、目的の形状に仕上げる加工方法です。
使用する工作機械のサイズや回転数により、加工できる対象物のサイズや精度が変わります。
特に微細な部品や高精度形状を要求する場合は、高速回転対応の切削機と高剛性ツール保持技術が不可欠です。
「精密切削加工」とは、この切削技術をさらに高精度化し、
ミクロン単位の寸法制御と滑らかな加工面の形成を実現する領域の加工技術を指します。
こだまの精密切削加工
「こだま」では、板金やエッチング加工では実現が難しい
薄肉形状や極小寸法領域の金属加工を、独自の精密切削技術によって実現しています。
主な対応範囲
- 指先サイズ〜手のひらサイズまでの小型部品
- 薄物部品加工:肉厚0.4mmからの削り出し
- 極細溝加工:溝幅0.07mm(※材料によっては非対応)
- 特殊小径ピン加工:外径30μm ±1μm精度
- ワイヤーカット・フォトエッチングとの複合加工
設計試作から量産試作まで、要求仕様に応じて最適な加工方法を組み合わせた提案を行っています。
NCフライス・NC旋盤による精密加工技術
絞り成形などのプレス試作では対応が難しい、
深絞り構造や薄板材の切欠き形状には、切削加工を適用することで高精度化を実現しています。
薄板を削り出す場合、10,000回転以上の主軸回転速度と、
熱変位を抑制した精密制御が必要です。
こだまでは、これらの条件を満たすCNC旋盤およびNCフライス機を使用し、
薄板材でありながら高面精度を保つ切削加工を実現しています。
微細切削加工技術
近年では、電子機器・光学部品などに求められる微細・極小形状のニーズが高まっています。
こだまでは、産学連携によって開発した特殊超硬ツールを活用し、
超高速回転機によるNC微細切削加工の領域を拡張しています。
例えば、アクリル板に対して0.07mm幅の極細溝加工を実現しており、
金属材料でも材質特性を踏まえた最適条件での超微切削が可能です。
これにより、フォトエッチングや放電加工では難しい、
シャープなエッジと滑らかな面仕上げを両立しています。
複合加工・一貫対応
精密切削加工で製作した部品は、
ワイヤーカット・フォトエッチング・溶接などと組み合わせた複合加工品としても対応可能です。
異なる加工法の組み合わせにより、試作段階での形状検証や、
製品の機能評価を目的としたハイブリッド製作にも柔軟に対応します。
技術まとめ
こだまの精密切削加工は、
- 高速回転切削機による薄板・微細形状の高精度加工
- 特殊小径ツールを用いたμm単位の切削技術
- プレス・エッチング・ワイヤーカットとの複合対応
- 材料特性に応じた加工条件の最適化ノウハウ
これらの技術を活かし、試作・評価・少量製作段階における精密部品開発の支援を行っています。